



产品视频展示,助您洞悉 球墨铸铁管多种场景适用产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
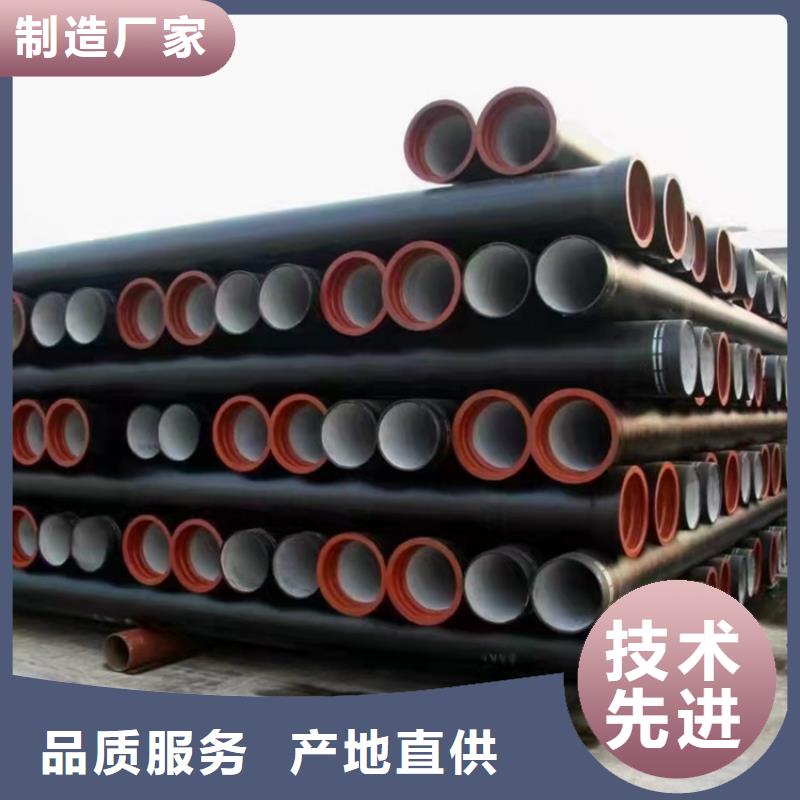
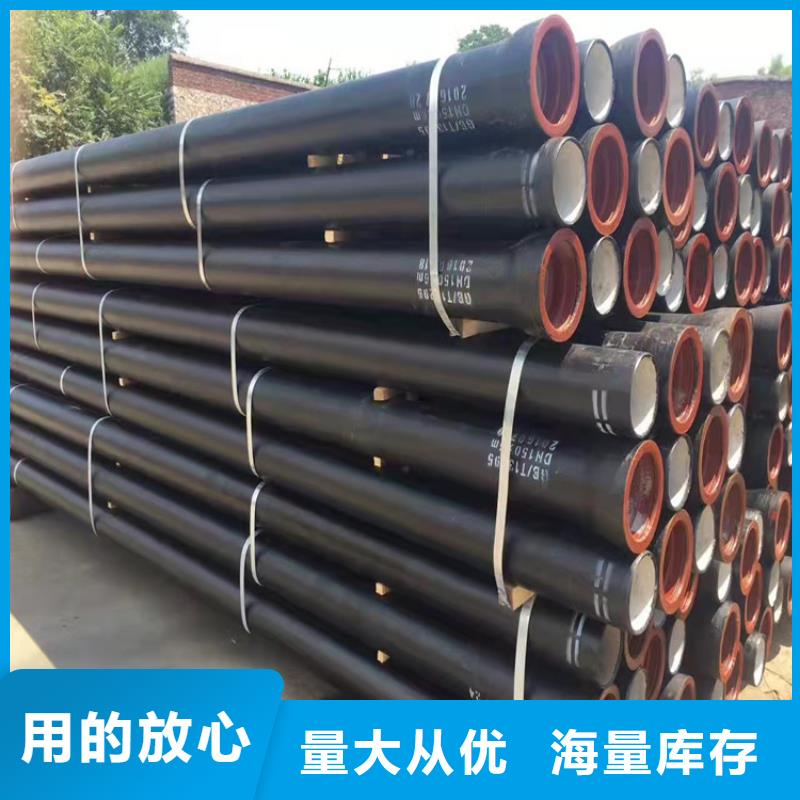
以下是: 球墨铸铁管多种场景适用的图文介绍

无为格瑞管业有限公司是 无为球墨铸铁管的生产厂家之一,产品销往各地,深受广大用户好评! 我们专业生产 无为球墨铸铁管,在市场需求的引导下,我们不断更新设备、扩大规模,吸取经验,引进先进技术,现今的设备完善、工艺精湛、技术。
我们位于开发区,优越的地理位置,便捷的交通,我们在完善设备的同时,注重科学的管理,从原料入手,层层把关,质量进一步提高。我们愿长期为您提供好产品,完善的服务,随时欢迎您的光临。我们宗旨“用户至上”,竭诚欢迎各界朋友光临惠顾!愿与各界朋友互惠互利,携手并进,共图发展大计。



二、现代防腐工艺:根据球墨铸铁管输送介质的不同,埋入土壤的土质不同,管道环境不用,对管道的内外防腐都有不一样要求。随着具有各种特性的化工原料出现,球磨铸铁管的内外防腐技术也在不断发展。适应不同环境、适用不同输送介质的耐腐蚀球磨铸铁管纷纷出现在管道施工现场。比较成熟的有管外喷涂环氧彩漆、管内衬聚脲、管内衬环氧陶瓷。(一)管外喷涂环氧彩漆管外喷涂的环氧彩漆为双组分液体环氧涂料,使用高压无气喷涂技术,喷涂厚度0.3mm,颜色可以根据客户要求配制不同颜色。喷涂前铸管需要预热到70摄氏度。(二)管内衬聚脲管内衬聚脲为双组分防腐涂料,喷涂厚度一般不小于1mm。其固化速度快,快10s凝胶,10分钟可达步行强度。用于球墨铸铁管内壁防腐时,铸管需要预热到70摄氏度,铸管内壁需要采用G17或者G24钢砂进行抛丸处理,达到Sa2.5。内壁必须光洁、无油污、重皮、氧化皮、锈斑等影响聚脲粘附力的缺陷。喷涂设备选用美国GRACO的专用聚脲喷涂机。在DN80-300规格的铸铁管内喷涂聚脲,需要使用国内研发的专用小管喷枪。(三)管内衬环氧陶瓷球墨铸铁管内喷涂的环氧陶瓷是一种三组分的防腐涂料,涂层厚度不小于1.2mm。A料为液体环氧树脂,添加大量石英粉;B料为聚胺类固化剂;C料为催化剂。三种原料的体积比为100:100:1。喷涂后铸管需要继续旋转,大约40分钟后,环氧陶瓷达到表干程度,可以停止铸管旋转,进行静至固化。固化时间根据外界温度不同在4~16小时内变化。固化后,防腐层致密光滑,坚如陶瓷,因此命名为环氧陶瓷。其具有很好的耐水、抗腐蚀和电绝缘性。环氧陶瓷分为黑陶和白陶两种。黑陶用于输送污水;白陶可用于输送饮用水。由于此种涂料内含有大量石英粉,一般的喷枪使用寿命短,因此,需要采用甩盘式喷涂。



球墨铸铁管在使用的时候都要进行硬度检测,但球墨铸铁管的硬度在一般的铸铁件本体的测试中是比较困难的,所以往往都是由几个部分来完成的。球墨铸铁管的硬度测试可以在铸铁管产品的批次中抽验检测,可规划为三方面,具体可根据双方面的要求商定。其次,还可根据出炉浇注的次数进行检验,由同一炉次浇注,在同一炉作相同热处理,如果需要进行热处理的铸件为一个批次按数量或重量分同一牌号在熔炼工艺稳定的条件。在球墨铸铁管安装前后的检测中,任选足够数量的材料和组成件进行检验,按规定,验证其是否完全符合铸铁管道规格并完好无损。对于管道焊接应包括焊工所作的焊缝进行检测,检验加工件的纵向焊缝,但对那些本规范认可的组成件上的焊缝可不检。,抽样检验螺纹接头、螺栓接头和其它接头的组装质量。应符合标准中的要求,但当要进行气压试脸昧则应检验全部的螺纹、螺栓连接和其它的机械接头。



球墨铸铁管的质量由什么决定的呢?当然是含硅量决定球墨铸铁管的质量了, 含硅量对球墨铸铁管的机械性能影响很大,比如硅可以改变石墨 球的大小、分布和圆整度,可以细化石墨球,会使基体塑性、强度提高; 硅在退火过程中可以促进渗碳体分解,生成铁素体,提高球墨铸铁管的塑性和延展性;硅还可以溶解在铁中并强化金属基体,提高球墨铸铁管的硬度和强度。 因此球墨铸铁管中的硅主要是以孕育的方式加 入。为了更好的发挥硅的作用,在生产中硅以三次孕育的形式加入:首 先是球化包内孕育,其次是随流孕育,然后是管模粉孕育。并且这三次 孕育都以瞬时孕育的效果******,因此在球化包内孕育前炉内的硅要调 质到一个合适的量,由实验表明炉内的硅一般调到0.8 —丨.2%之间,如 果炉内的硅调到低于0.8^,在球化包内就要加入更多的孕育剂,这球墨铸铁管 样 球化后的铁液降温太大,不利于浇注;如果炉内的硅调到高于丨.2%, 在球化包内加入的孕育剂相对就会减少,这样孕育效果就会大大降 低,并且硅在高温的炉内还会被烧损,其反应方程式为51+2^01=5102结果会使铸管中的终硅量减少,影响铸管力学性能。